
 صفحه اصلی
>
محصولات
>
دستگاه رول تشکیل سینی کابل
>
صفحه اصلی
>
محصولات
>
دستگاه رول تشکیل سینی کابل
>

|
| Place of Origin | Jiangsu,China |
| نام تجاری | Sussman |
| گواهی | CE,SGS,ISO |
| شماره مدل | SM-CT |
سینی اتوماتیک قابل تنظیم سینی ماشین تشکیل رول با پانچ هیدرولیک
شخصیت ساختار اصلی
a) ساختار ساده است و ظاهر دستگاه زیبایی است زیرا ما ساختار فولادی شکل را می پذیریم و اکثر اتصالات پیچ است که دستگاه را انعطاف پذیر و قوی تر می کند.
ب) تمام اجزای ماشین از شرکت های مشهور نام تجاری به طوری که آنها عملکرد عملکرد نرمال را بسیار موثر تضمین می کند.
الف) شکل گیری و برش اتوماتیک طول ثابت را بکار می گیریم تا طول را دقیق تر کنیم و محصول نهایی را بدون تغییر شکل تغییر دهد.
د) تجهیزات را نصب کنید و مناسب برای تولید در کارخانه بسیار آسان است.
پارامتر فنی
موارد | مشخصات فنی |
ماده خام | 1.5-2.0mm، فولاد گالوانیزه یا فولاد خالی |
عرض مشخصات | 100-500 میلیمتر |
ارتفاع مشخصات | 50-200mm |
سرعت نورد | 12-15 متر / دقیقه |
ایستگاه های غلتک | حدود 26 ایستگاه |
مواد غلطکی | Gcr15، Quench HRC58-62 کروم پلاستیکی |
شفت | 45 # پیشرفته فولاد (قطر: 76mm)، پالایش حرارتی |
قدرت موتور Maim | 22 کیلو وات |
هیدرولیک برش قدرت | 7.5 کیلو وات |
مواد برش | CR12 با درمان خشك كردن |
سختی | HRC58-62 |
تحمل | + -1.5 میلیمتر |
منبع برق | 415V، 50HZ، فاز 3 |
سیستم کنترل | PLC (پاناسونیک) به عنوان لیست در یادداشت |
وزن | حدود 8 تن |
تنظیم مشخصات | کنترل توسط ریل و موتور |
راه درایو | زنجیره ای 1.5 اینچ |
اندازه ماشین | طول 11000mm * عرض 800mm * ارتفاع 1000m |
جزء ماشین
1. 5 تن هیدرولیکی De-coiler
قطر: گسترش هیدرولیکی 420-560 میلی متر. تصاویر برای مرجع
انبساط: هیدرولیک دیلاتور
ظرفیت: 5000 کیلوگرم در هر هسته
حداکثر طول سیم پیچ: 1250 میلیمتر
2. دستگاه برش
7 رول سطح، 3 رول و 4 رول پایین
قطر Ø 80mm، کروم و HRC60 گرما برای حفظ سطح صاف است
سطح مقطع ضخامت مواد خام: 1.5-2.5mm
حداکثر مواد اولیه مواد خام عرض: 1000mm
قدرت: 4.4 کیلو وات
3. دستگاه تغذیه
تغذیه سرو موتور تغذیه: حدود 4.4KW، Yaskawa (نام تجاری ژاپنی)
توضیحات: تغذیه سروو می تواند فاصله دشوار را با دقت کنترل کند، کنترل شده توسط PLC، و تحرک تغذیه می تواند +0.05mm باشد، موتور سروو می تواند سرعت را کنترل کند و می تواند سیگنال ورودی را بپذیرد و به سرعت واکنش نشان دهد و عملکرد خوبی داشته باشد صفحه نمایش لمسی می تواند سرعت چرخش، طول و کمیت نمایش داده شود، می توان آن را با حالت دستی و خودکار کنترل کرد.
4. پانچ قالب توضیحات
همانطور که برای پروفیلها نیاز به مجموعهای از قالبهای پانچ، نیاز به مونتاژ اولین طراحی سوراخ، نیاز به قالب قالب پانل 1 را دارید، هنگام پانچ کردن سوراخ دوم، قالب قالب 2، ect را تغییر دهید. هنگامی که سرهای مشت زده می شوند، می توانند برداشته شوند و با سر های مشت زنی جدید تغییر کنند.
قالب پانچ مواد: Cr12Mov Quenching HRC58-62degree شانگهای NO.5 فولاد (بهترین نام تجاری چین برای فولاد)
5. برش:
5.1 مواد تیغه برش: Cr12mov HRC58-62 درجه
5.2 برش بعد از تشکیل: ورق را بعد از تشکیل رول به طول مورد نیاز برش دهید
5.3 برش حرکت: ماشین اصلی به طور خودکار متوقف می شود و برش انجام می شود. پس از برش، ماشین اصلی به طور خودکار شروع خواهد شد.
5.4 مواد تیغه: CR12with حرارت عملیات
اندازه گیری طول 5.5: اندازه گیری طول اتوماتیک
5.6 Tolerance طول: 6m +/- 1.5mm
6. جداول خارج:
طول: 1 متر
2.Number: 2 واحد
فرآیند فن آوری 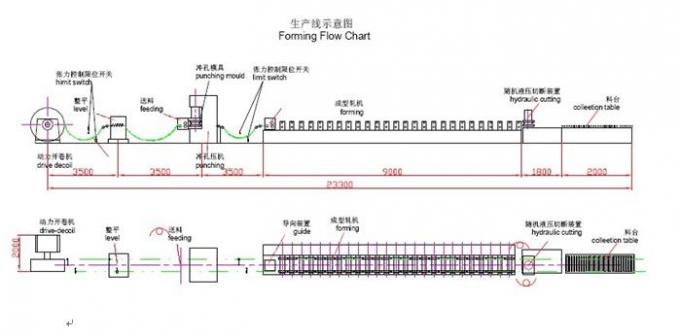
مشخصات محصول 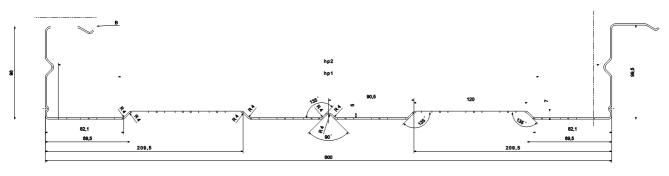
در هر زمان با ما تماس بگیرید

